












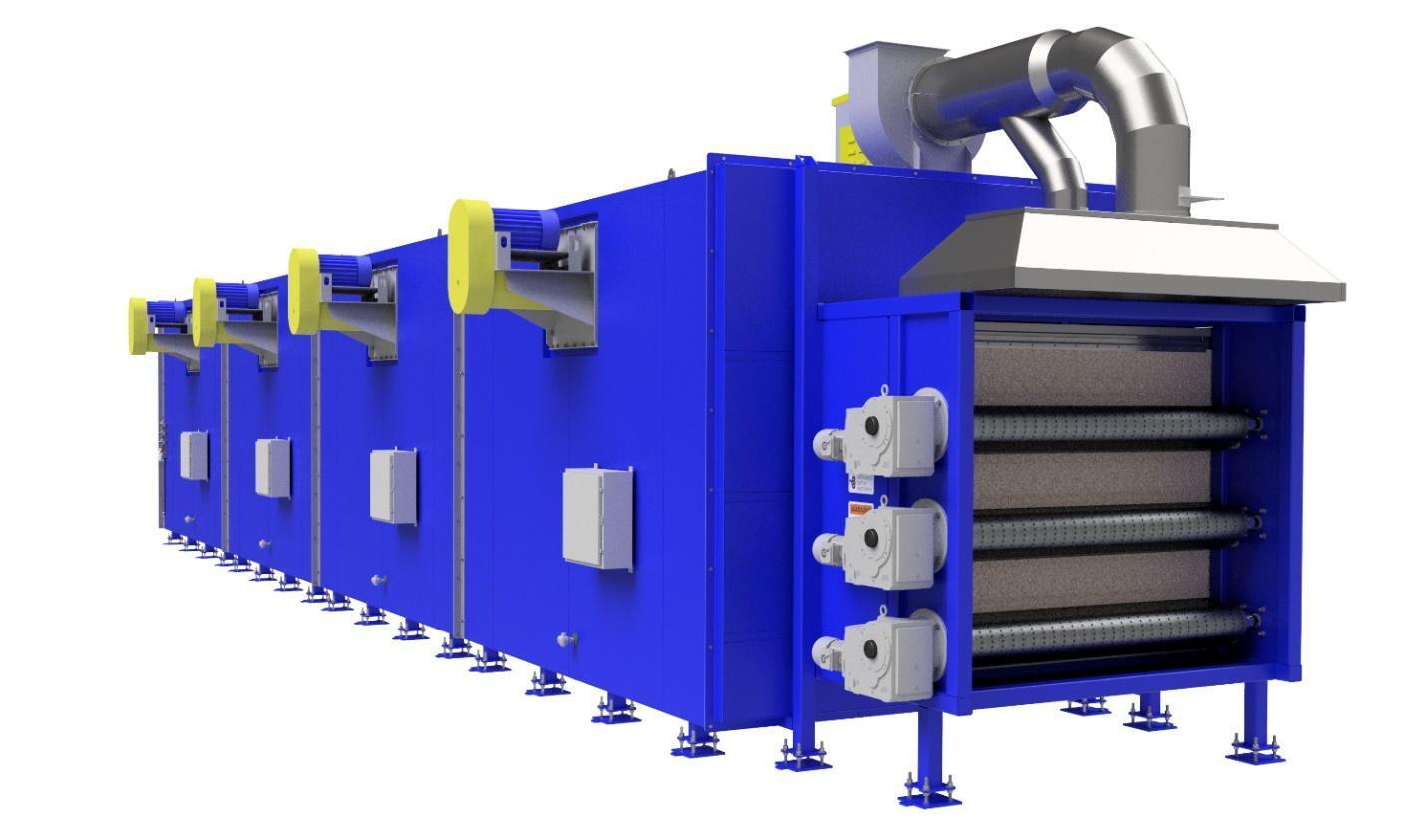
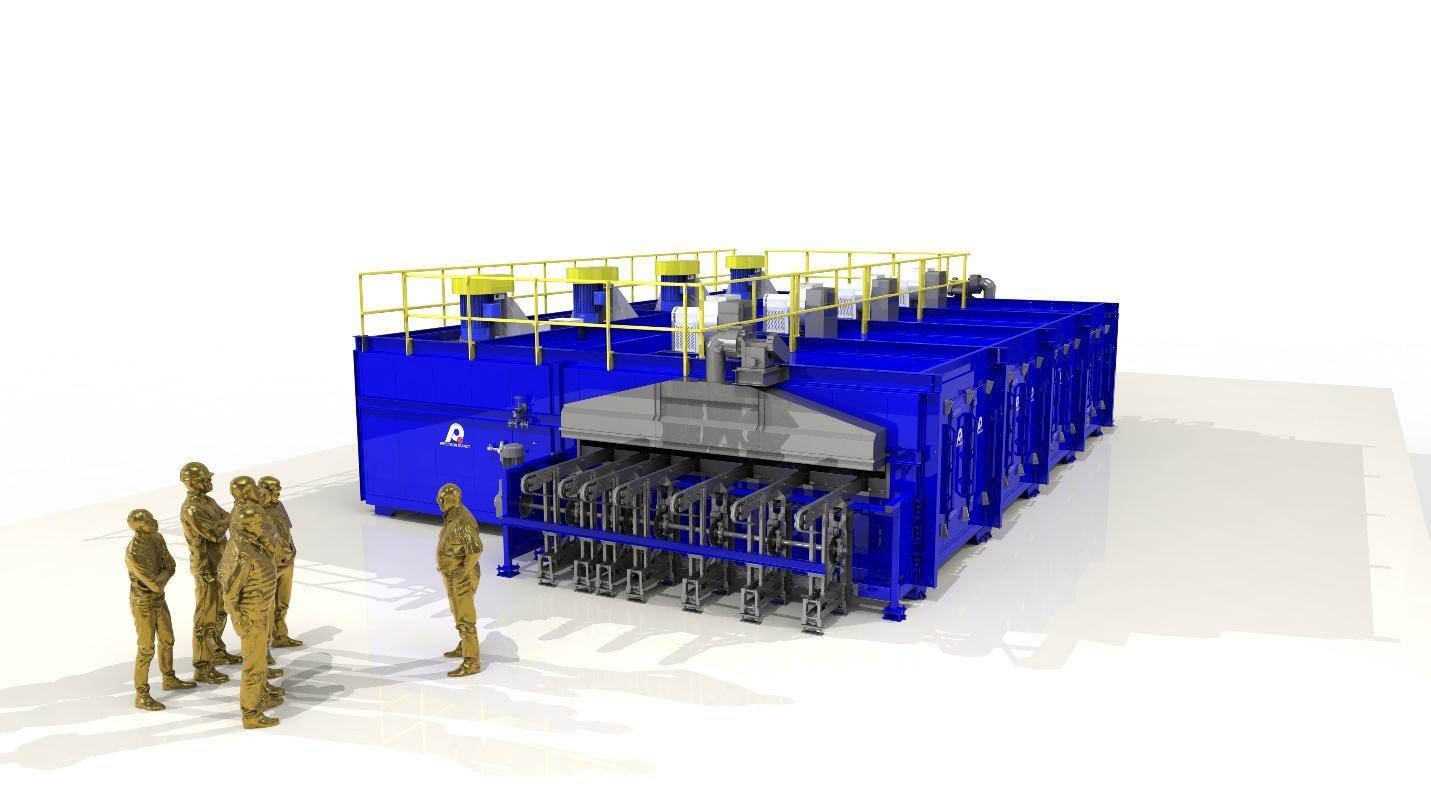
Precision Quincy designed a custom Class A industrial oven to support the high-performance epoxy production process for a client in the lab-grade sinks and countertops industry.
Featuring a multi-cavity structure and advanced airflow system, this oven ensures precise, uniform curing of epoxy resin in aluminum molds while handling volatile organic compounds (VOCs).
The manual conveyor system, paired with a robust temperature control system, optimizes throughput and maintains product quality.
Meeting stringent NFPA 86 safety standards, this oven is a critical addition to the client’s manufacturing process, enhancing efficiency and product integrity.


Tailored Oven Systems by Precision Quincy Boost Manufacturing Efficiency in Auto Industry
Tailored Oven Systems by Precision Quincy Boost Manufacturing Efficiency in Auto Industry
3
min read
Precision Quincy Designs Comprehensive System to Preheat, Cure and Cool Fiber Cement Trim and Boards
Precision Quincy Designs Comprehensive System to Preheat, Cure and Cool Fiber Cement Trim and Boards
4
min read
Precision Quincy’s Advanced Control Oven Enhances Fiberglass Roll Processing

Precision Quincy’s Advanced Control Oven Enhances Fiberglass Roll Processing
4
min read