Background
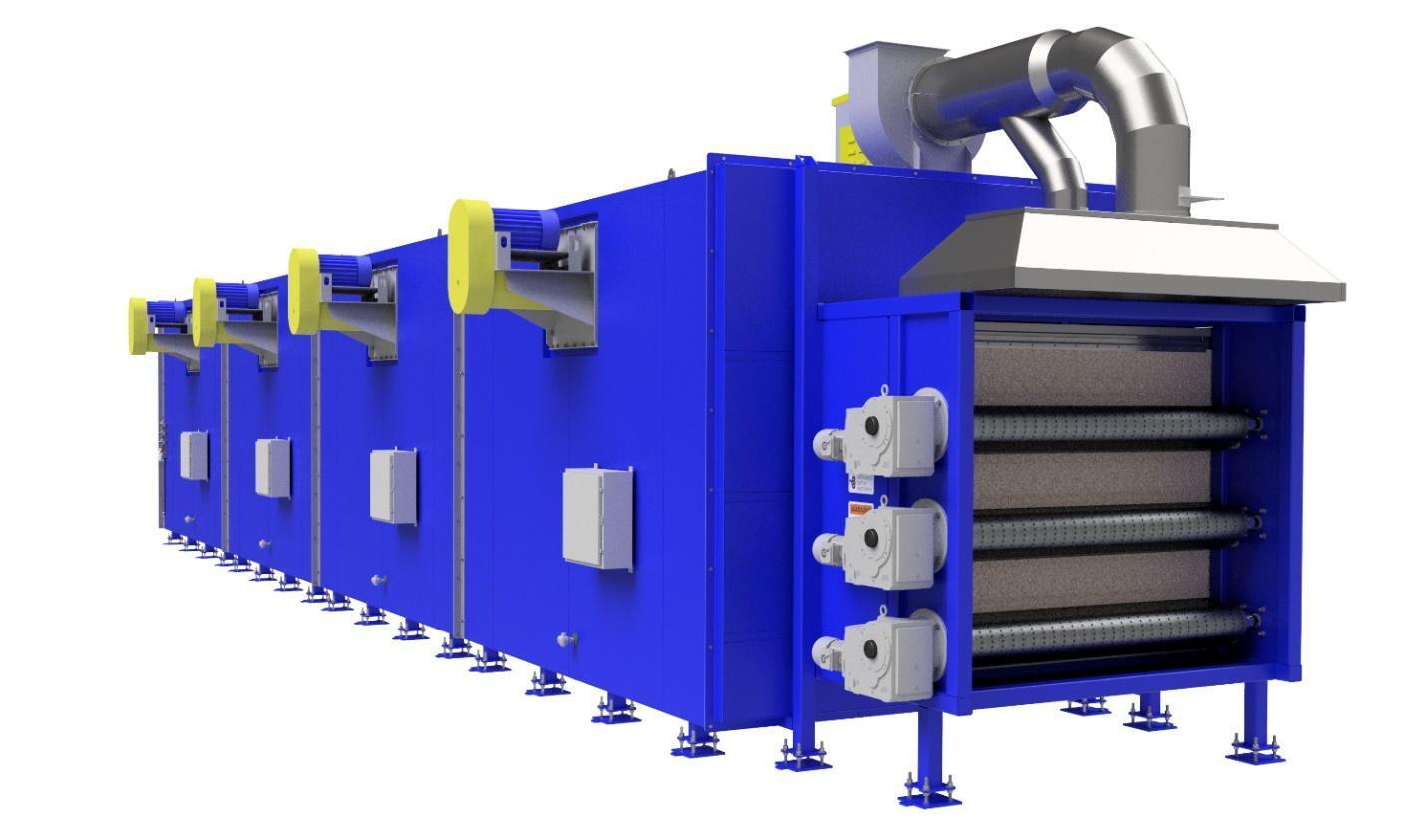
Precision Quincy designed and manufactured a batch oven for a customer that heat cleans rolls of fiberglass for the automotive, aerospace and marine industries. Manufacturers use recycled fiberglass strands as reinforcement for components made from plastic and other materials.
Objective: Identifying the
“Perfect Fit”
Our customer needed to replace its existing oven that had been damaged. Through our collaborative concept and design process, we solicited feedback from the customer on its product, the flow of its manufacturing process, and space limitations in its facility. We identified a need to increase the velocity of throughput without increasing the size of the oven or its placement on the manufacturing floor.

To achieve a Perfect Fit, we needed to design an industrial oven that could accommodate more rolls of fiberglass in each batch.
Challenge: Packing in Product without Causing Quality Issues
Our challenge was akin to maximizing the number of clowns that can be loaded into a car at the circus. That said, unlike the physical comedy of the clowns-in-car conundrum, we needed to focus our attention on the laws of thermodynamics to achieve the Perfect Fit for this customer.
Industrial ovens use a process called “forced convection” to transfer heat to a product through the medium of air. The problem is that loading too much product into an industrial oven can block the airflow that is essential to even temperature distribution — resulting in quality issues and product rejects.
The customer wanted to load rolls of fiberglass into the batch oven using its existing carts in a 2 (wide) x 2 (deep) x 2 (height) configuration. Given the impediments caused by the rolls of fiberglass loaded into the work chamber, how could we achieve temperature uniformity for this product during ramp-up and at set point?

Using CFD Software to Achieve the Perfect Fit
Precision Quincy used computational fluid dynamic (CFD) software to visualize the airflow and temperature uniformity characteristics of the inside of the oven chamber when loaded with the carts holding the fiberglass.
Sure enough, the CFD simulation showed problems with airflow and temperature uniformity. Air blown onto the product would be deflected to the side and underneath the carts, then further channeled toward the center of the oven in between the carts.

Based on these tests, we modified the design to improve airflow and temperature uniformity. We designed the oven for full height horizontal-vertical airflow with slot nozzles and added turning veins to redirect the air.
The result? No clowning around; this design really cooks. We optimized the surface to volume ratio of how airflow transferred heat to the product — ensuring temperature uniformity and consistent quality for the customer’s desired higher throughput.

Other Features of the Industrial Oven
Both the maximum and operating temperature of the oven was 1000° F (538° C). The interior oven dimensions were 120” W x 208” L x 84” H; and the exterior oven dimensions was 212” W x 258” L x 200” H. The work area uniformity temperature was ± 15° F (± 9° C) from the operating set point. The oven walls were constructed with separate inner and outer shells and included supporting steel designed to minimize heat transfer and give the required support.
The industrial oven was heated by a natural gas burner fired into the combustion chamber where the heated air was mixed with the recirculation air. This burner was supplied with mixer, fresh air damper proportional control, continuous pilot, spark igniter and flame safeguard unit. The burner system included the gas valve train consisting of double blocking valves.
Precision Quincy also supplied a loader/extractor system, designed to handle two existing carts. The automated load/unload system used a push-pull conveyor with the drive mounted on the load end of the oven.
The conveyor moves at nominally 17 feet per minute and is controlled by a micro PLC. The PLC also controls the vertical lift door motion. Due to safety concerns, the movement of carts requires continuous depression of a button on the PLC touchscreen.
Cart motion can be converted to one touch operation with the addition of light curtains or safety mats.

Custom Industrial Batch Oven at a Glance
Maximum and operating temperature: 1000° F (538° C)
Interior dimensions: 120” W x 208” L x 84” H
Exterior dimensions: 212” W x 258” L x 200” H
Work area uniformity temperature: ± 15° F (± 9° C) from the operating set point.
Construction: Oven walls with separate inner and outer shells including supporting steel to reinforce and minimize heat transfer.
Heating method: Natural gas burner system with double blocking valves. Includes recirculation mixer, fresh air damper proportional control, continuous pilot, spark igniter and flame safeguard unit.
Automated loader/extractor system: Micro PLC operated push-pull conveyor with drive mounted on load end of oven.
Other features of the industrial oven include:
- Ramp / soak temperature controller
- Digital/manual reset controller was provided to protect the heat chamber from excessive temperatures
- Horizontal-vertical orientation air flow pattern
- Supply fan with 51,000 CFM 3″ WC static pressure with 50 HP; TEFC
- Exhaust fan with 2,100 CFM at 1” WC
- NEMA-12 rated enclosure for electrical components
- Code compliance with applicable NFPA 86 and OSHA standards


Precision Quincy’s Advanced Control Oven Enhances Fiberglass Roll Processing

Precision Quincy Works with Electric Car Company: Preheat Conveyorized Indexing Oven for Burn-in Testing